
{kind=link}
{kind=link}

Know More About
Liquid Processing
An effective liquid processing in food and beverage industry is essential in protecting both consumer health and brand reputation, reducing costs by minimizing waste and equipment downtime, as well as maintaining the desired shelf-life and flavour of the final product.
As a global leader in UV innovation for more than 70 years, Aquafine is providing its solutions & services through a robust network of over 900 associates, across 200 offices, in 90 countries. With more than 150,000 installs around the world, Aquafine UV systems are a market leader in water treatment for the industrial and commercial markets.
YL Technologies serves as the official channel partner of Aquafine under Arachem group. We provide comprehensive local support, including UV system health assessments, supply and replacement of genuine aftermarket parts (AMPs), and the design and delivery of new UV systems tailored to your specific application requirements.
Before selecting a UV solution that suits your application, several key parameters must first be clarified. UV intensity is often confused with UV dose, although they represent different concepts. UV intensity refers to the instantaneous power of UV light reaching a specific surface or point, while UV dose represents the total UV energy delivered to microorganisms over a defined exposure time. The figure below further illustrates and clarifies the distinction between UV intensity and UV dose.
Applications
Gentle In Line Mixer
The INDAG Gentle Inline Mixer type DLM/M is designed for the gentle mixing of predominantly shear-sensitive products. Typical applications include blending fruit concentrates into yoghurt or quark, as well as incorporating chocolate into ice cream.
The mixer is also well suited for gently introducing different ingredients into foams. For example, in chocolate mousse production, chocolate is carefully folded into egg-white foam without damaging the delicate foam structure. Additional applications include the controlled mixing of caustic lye into vegetable oil for neutralization processes, as well as the homogeneous incorporation of aroma compounds into fat-based masses.
Advantages of Gentle In Line Mixer
- Very good self-cleaning during CIP-cleaning
- No pressure loss
- No blockage entwining (clog) free
- Very homogenous mixing result
- Variable mixing energy through speed change via frequency converter
- Execution with double jacket and further connections possible
- Gentle mixing of sensitive products
- Special designs, e.g. for high system pressure

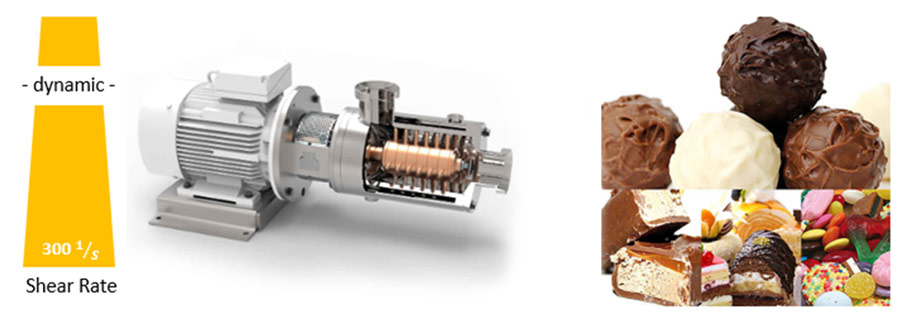
Dynamic In Line Mixer
The INDAG Dynamic Inline Mixer, type DLM/P, is designed for the homogeneous mixing of shear-sensitive and highly viscous liquids. It enables precise incorporation of ingredients such as aromas, colors, or emulsifiers into fat or chocolate masses. Even at very low concentrations—down to 0.01% of the total volume—the mixer ensures a perfectly uniform blend.
The energy introduced during mixing increases the product temperature by no more than 1 °C, preserving the integrity of heat-sensitive ingredients. Particularly, shear-sensitive products such as aerated foams remain intact, as the DLM/P delivers gentle yet thorough mixing without compromising product structure.
Advantages of Dynamic In Line Mixer
- Very good self-cleaning during CIP-cleaning
- No pressure loss
- Homogenous mixing result even for extreme concentration ratios
- Efficient introduction of mixing energy
- Mixing energy can be changed variable and adapted to product or capacity changes
- Temperature increases less than 1°C
- Gentle mixing of shear sensitive highly viscous products
- Execution with double jacket and further connections possible
Intensive In Line Mixer
The INDAG Intensive Inline Mixer, type DLM/S, is designed for efficient mixing, emulsifying, dispersing, and aerating of liquids, solids, and gases. It finds applications across a wide range of food processes, such as blending egg yolk, oil, and vinegar to produce a uniform premix for mayonnaise or salad dressings, or aerating marshmallow mixtures by combining egg white, sugar syrup, and air to create a fine-pored foam, with a suitable gas dosing unit supplied by INDAG for aeration purposes.
The mixer is also used for homogeneous incorporation of flavors and aromas into sugar solutions, as well as in the production of process cheese, where the cheese mass is effectively heated and mixed with steam to achieve the desired consistency. The DLM/S mixer is a versatile solution that ensures consistent, high-quality results across diverse food applications.
Advantages of Intensive In Line Mixer
- Very good self-cleaning during CIP-cleaning
- No pressure loss
- No blockage
- Very homogeneous mixing result even for extreme concentration ratios
- Efficient introduction of mixing energy
- Variable mixing energy through speed change via frequency converter
- Execution with double jacket and further connections possible
- Suitable for highest viscosity

In Line Homogenizer
The INDAG Inline Homogenizer, type DLM/H, is designed for efficient emulsifying, dispersing, and mixing of liquids and solids. A common application is the disintegration or de-agglomeration of lumps in pumpable media. In the cosmetics industry, for example, oil, water, and emulsifier are combined in the DLM/H to produce a stable emulsion.
In food applications, mayonnaise is produced by blending oil, vinegar solution, and egg, achieving droplet sizes below 1 µm at rotor peripheral speeds exceeding 20 m/s with very narrow gap dimensions. The DLM/H is also used in oil refining processes, such as incorporating phosphoric or citric acid into vegetable oil for degumming, ensuring a homogeneous and consistent product.
Advantages of In Line Homogenizer
- Very good self-cleaning during CIP-cleaning
- Efficient introduction of mixing energy
- Modular design of homonizer
- Hygienic design
- Very homogeneous mixing result even for extreme concentration ratios
- Execution with double jacket and further connections possible
- Various special design available, e.g. for high pressure or high viscosity

Cleaning in Place (CIP)
Clean-in-Place (CIP) is a standardized and automated cleaning system widely used in food and beverage plants to ensure hygienic cleaning of internal equipment surfaces without the need for dismantling. CIP systems are designed to deliver controlled flow, temperature, chemical concentration, and contact time to effectively remove product residues and microbial contaminants while ensuring repeatable and validated cleaning performance.
YL Technologies provides engineered CIP solutions tailored for the food and beverage industry, enabling efficient and reliable cleaning of processing equipment such as tanks, pipelines, heat exchangers, fillers, and mixers. Our CIP systems are designed to optimize water, chemical, and energy consumption while supporting food safety compliance, operational efficiency, and consistent product quality.

Sugar Dissolving
YL Technologies offers a comprehensive range of sugar dissolving solutions, from batch systems to fully continuous dissolving systems, designed to meet different production capacities and process requirements. These systems ensure rapid and complete dissolution of sugar with consistent concentration control and reliable operation.
The sugar dissolving systems are compact in design and easy to install, allowing seamless integration into both new and existing production lines. They are equipped with an HTST (High-Temperature Short-Time) pasteurization system, which provides effective microbial control while maximizing energy efficiency through heat recovery. This combination ensures hygienic operation, reduced energy consumption, and consistent product quality for food and beverage applications.

Membrane Filtration
YL Technologies offers a comprehensive range of membrane filtration solutions, including microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO) systems, designed to meet diverse process and water treatment requirements in the food and beverage industry. These systems provide effective separation of suspended solids, microorganisms, and dissolved contaminants while ensuring consistent and reliable performance.
The membrane filtration systems are compact in design and easy to integrate into both new and existing processes. They can be configured for batch or continuous operation and are engineered to optimize water recovery, energy efficiency, and cleaning effectiveness. With hygienic design and compatibility with Clean-in-Place (CIP) systems, YL Technologies’ membrane solutions support high product quality, regulatory compliance, and sustainable plant operation.
